

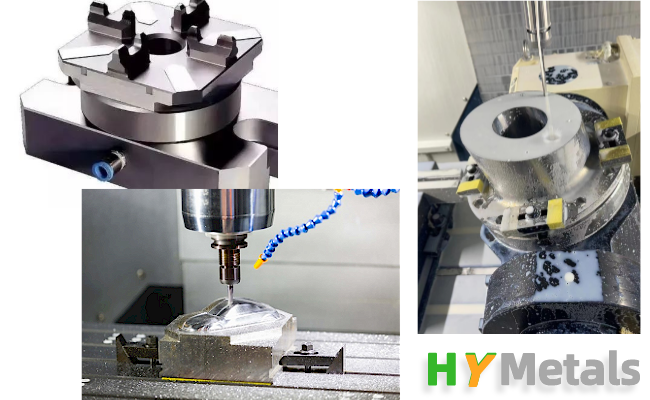
CNC-maŝinadoestas preciza fabrikada procezo kiu postulasaltkvalitaj fiksaĵojpor precize poziciigi la maŝinatajn partojn. La instalado de ĉi tiuj fiksaĵoj estas kritika por certigi, ke la maŝinada procezo produktas partojn, kiuj plenumas la postulatajn specifojn.
Grava aspekto de instalado de fiksaĵoj estasfiksadoFiksado estas la procezo de fiksado de parto al fiksaĵo por teni ĝin en loko dum maŝinado. La aplikata fiksa forto devas esti sufiĉa pormalhelpi la parton moviĝi dum maŝinado, sed ne tiom, ke ĝi deformas la parton aŭ difektas la fiksaĵon.
Estas du ĉefaj celoj por fiksado, unu estas preciza poziciigado, kaj la alia estas protekti la produktojn.
La kvalito de la uzata fiksa metodo povas signife influi la precizecon de la maŝinita parto.La fiksa forto estu egale distribuita super la parto por malhelpi deformadon, kaj la fiksaĵo estu desegnita por provizi adekvatan subtenon por la parto.
Ekzistas pluraj fiksaj metodoj por CNC-maŝinadoperacioj, inkluzive demana fiksado, hidraŭlika fiksado, kajpneŭmatika fiksadoĈiu metodo havas siajn avantaĝojn kaj malavantaĝojn, depende de la apliko kaj la tipo de parto maŝinata.
Mana fiksadoestas la plej simpla kaj plej ofta fiksa metodo uzata en CNC-maŝinado. Ĝi implikas streĉi riglilon aŭ ŝraŭbon per tordmomantŝlosilo por fiksi parton al fiksaĵo. Ĉi tiu metodo taŭgas por plej multaj maŝinadoperacioj, sed eble ne taŭgas por partoj kun kompleksaj formoj aŭ tiuj faritaj el delikataj materialoj.
Hidraŭlika fiksadoestas pli progresinta fiksa metodo, kiu uzas altpreman fluidon por generi fiksan forton. Ĉi tiu metodo taŭgas por operacioj, kiuj postulas altajn fiksajn fortojn aŭ kiuj postulas precizan kontrolon de fiksaj fortoj.
Pneŭmatika fiksadosimilas al hidraŭlika fiksado, sed anstataŭ fluido, ĝi uzas premaeron por generi la fiksan forton. Ĉi tiu metodo plej ofte uziĝas ĉe pli malgrandaj partoj aŭ kie necesas rapidaj ŝanĝoj.
Sendepende de la uzata fiksa metodo,ĝusta ŝarĝado de la parto en la fiksaĵon ankaŭ estas esencapor certigi precizecon. Partoj estu poziciigitaj en la fiksaĵo tiel, ke ili estu plene subtenataj kaj fiksitaj en loko.Ĉia ŝoviĝo aŭ ŝovado de la parto dum maŝinado povas rezultigi malprecizajn tranĉojn kaj dimensiojn.
Ŝlosila faktoro por determini la plej bonan fiksan kaj ŝarĝan metodon estas la bezonataj tolerancoj de la maŝinata parto. Tolerancoj estas la permeseblaj devioj en grandeco, formo aŭ aliaj dimensioj de parto.Ju pli striktaj la tolerancoj, des pli da zorgo necesas pri la dezajno de fiksaĵoj, fiksado kaj partpoziciigado.
Mallonge, la efiko de fiksado sur la precizecon de CNC-maŝinitaj partoj ne povas esti tro emfazita.Ĝusta fiksado kaj ŝarĝado estas necesaj por atingi la bezonatajn toleremojn kaj produkti altkvalitajn partojnLa elekto de fiksa metodo dependas de la specifaĵoj de la apliko kaj la tipo de maŝinata parto. Tial, dizajnistoj kaj fabrikantoj devas zorge kompreni la postulojn de ĉiu maŝinada operacio kaj elekti la taŭgajn fiksajn kaj ŝarĝajn teknikojn por certigi, ke la fina produkto plenumas la postulitajn kvalito- kaj precizecnormojn.
Afiŝtempo: 29-a de marto 2023