

Altprecizaj metalstampaj laboroj inkluzivas stampadon, truadon kaj profundan desegnadon


Metalstampado estas procezo per stampiloj kaj iloj por amasproduktado. Ĝi estas pli preciza, pli rapida, pli stabila, kaj pli malmultekosta unuoprezo ol lasertranĉado kaj fleksado per fleksmaŝinoj. Kompreneble, vi devas unue konsideri la koston de la iloj.
Laŭ la subsekcio, metalstampado estas dividita en ordinaranStampado,Profunda desegnaĵokajNCT-trupremado.

Bildo 1: Unu angulo de la stampada ateliero de HY Metals
Metala stampado havas la karakterizaĵojn de alta rapideco kaj precizeco. La toleremo de stampado povas atingi ±0.05mm aŭ pli bonan, la toleremo de stampado-fleksado povas esti ±0.1mm aŭ pli bona.
Stampada Ilo-Dezajno
Vi bezonos stampajn ilojn por fari la partojn kiam la kvanto de la aro estas super 5000 pecoj, aŭ kiam ĝi estas multekosta fabrikita per lasera tranĉilo kaj fleksmaŝino.
La inĝeniera teamo de HY Metals analizos vian metalan parton kaj desegnos la plej bonan stampan ilaron laŭ viaj produktaj desegnaĵoj kaj via kostobuĝeto.

Bildo2: Ni havas fortan inĝenieran subtenon por muldilo-dezajno
Ĝi povas esti progresema ŝimo aŭ serio de unu-truaj ŝimoj, kio dependas de la strukturo, la kvanto, la daŭro kaj la dezirata prezo.
Progresema ŝimo estas kontinua stampa muldilo, kiu povas plenumi ĉiujn aŭ plurajn procezojn samtempe. Vi eble bezonas nur unu aron da progresema ŝimo por ricevi pretan parton.
Bildo3: Jen ekzemplo de simpla progresema ŝimo, tranĉante kaj fleksante unufoje.
Unuopa stampilo estas paŝon post paŝo stampa procezo. Ĝi povas enhavi stampajn tranĉilojn kaj plurajn stampajn fleksilojn.
Unuopa-truilaj prilaboriloj estas pli facile maŝineblaj kaj kutime pli malmultekostaj ol progresemaj prilaboriloj. Sed ili estas pli malrapidaj por amasproduktado kaj la stampitaj partoj havos pli altan unuoprezon.
Stampado tranĉado
Kutime stampado estas la unua paŝo por tranĉi truojn aŭ formojn.
Tranĉado per stampado estas multe pli rapida kaj pli malmultekosta ol lasertranĉado.
Stampado formado
Por iuj konkavaj kaj konveksaj strukturoj aŭ ripoj por iuj ladaj partoj, ni bezonos stampajn ilojn por formi ilin.
Stampado fleksado
Stampa fleksado estas ankaŭ pli malmultekosta kaj pli rapida ol fleksmaŝinoj. Sed ĝi taŭgas nur por partoj kun kompleksa strukturo kaj malgranda grandeco, kiel 300mm*300mm. Ĉar kiam la fleksgrandeco estas pli granda, la kosto de la prilaboro estos pli alta.
Do kelkfoje por iuj grandaj kaj grandaj kvantoj da partoj, ni nur desegnas stampajn tranĉilojn, ne fleksilojn. Ni fleksos la partojn nur per fleksmaŝinoj.
Ni havas 5 profesiajn inĝenierojn pri prilaborado, kiuj donos la plej bonajn solvojn por viaj metalstampaj partoj.


Bildo4: Stokejo de stampado de HY Metals
Ni havas pli ol 20 arojn da stampiloj kaj trumaŝinoj de 10T ĝis 1200T por metalstampado. Ni fabrikas centojn da stampiloj memstare, kaj stampis milionojn da precizaj metalpartoj por klientoj tra la tuta mondo ĉiujare.
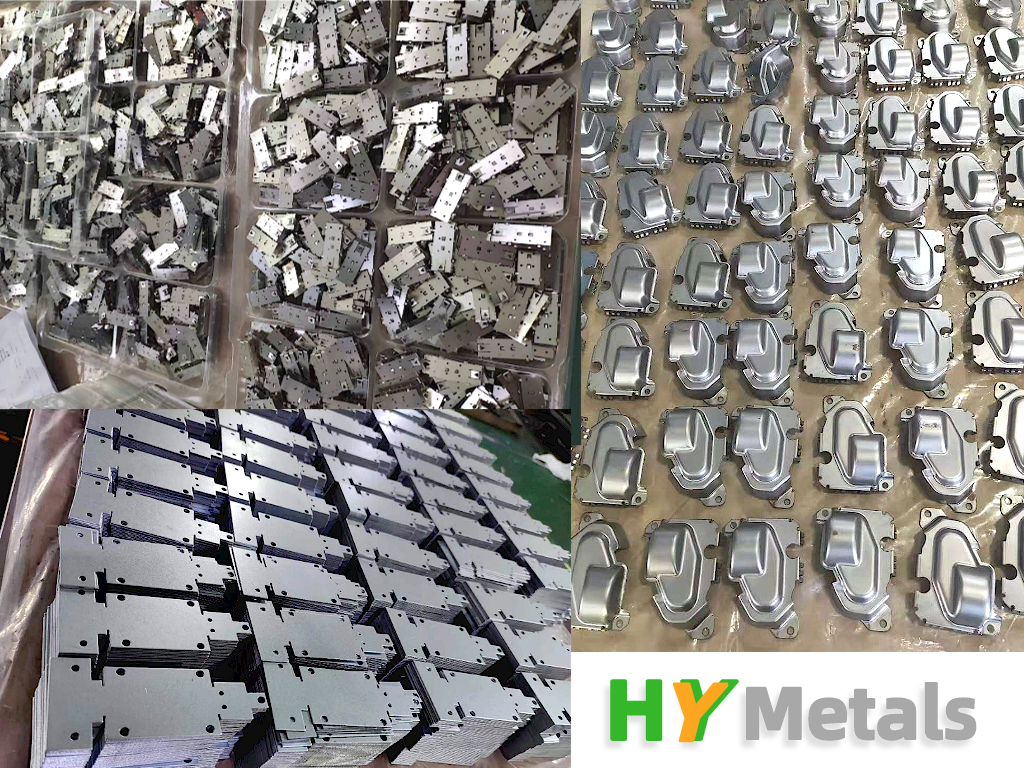
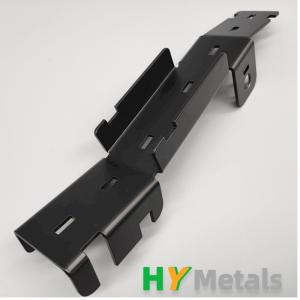
Bildo5: Kelkaj stampitaj partoj de HY-metaloj
Profunda Desegnado
Profunda tiriĝo estas speco de stampado por iu pli profunda kaj konkava strukturo. La rustorezistŝtalaj lavujoj kaj ujoj en la kuirejo estas kelkaj profunde tiritaj partoj, kiujn ni povas vidi.
Ni fabrikas multajn precizajn industriajn partojn per profunda desegnado.

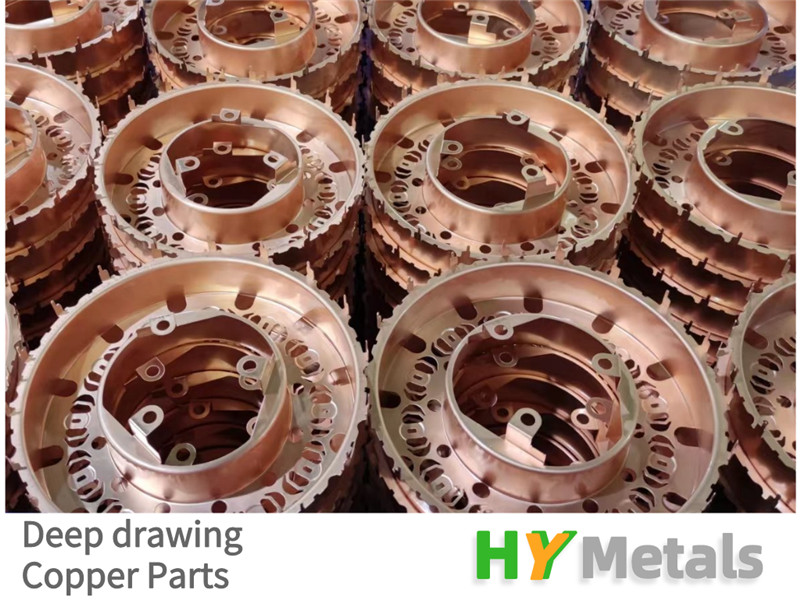
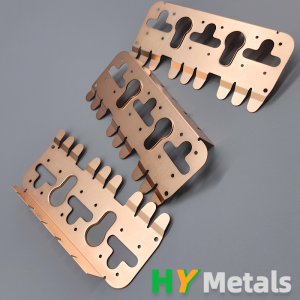
Bildo6: Profunda tirado kaj stampado de kupraj partoj
Ĉi tio estas kupra profunde tirita kaj stampanta parto.
Ni desegnis entute 7 arojn da unu-truilaj iloj por ĉi tiu parto, inkluzive de 3 aroj da profundaj tiriloj por formado kaj 4 stampaj iloj por tranĉado kaj fleksado.
NCT-Trupado

La NCT-stampilo estas mallongigo por Numerical Control Turret Punch Press, ankaŭ konata kiel Servo Punch, kiu funkcias per aŭtomata maŝino kun industria kontrolsistemo.
NCT-stampilo estas ankaŭ speco de malvarma stampado. Ĝi estas ofte uzata por tranĉi iujn rettruojn aŭ iujn OB-truojn.
Por ladpartoj kun multaj truoj, NCT-truado estos pli bona elekto kun pli malmultekosta kosto kaj pli rapida rapideco ol lasertranĉado.
Kaj ni scias, ke lasera tranĉado kaŭzos iom da deformado pro la varmo.
NCT-stampilo estas malvarma procezo, kiu ne kondukos al ia varmodeformado kaj konservos la ladplaton pli bone plate.
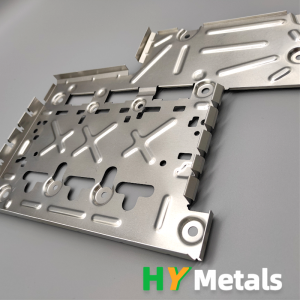
Bildo7: Kelkaj NCT-truitaj produktoj de HY Metals
-
Laŭmenda Fabrikada Servo por Lamenaj Metalaj Produktoj...
-

Altprecizaj metalstampaj laboroj inkluzivas Stam...
-
Altaprecizaj lamenaj metalaj partoj kupraj kontaktaj ...
-

Preciza ladbendado kaj formado-procezo
-

Ladpartoj faritaj el galvanizita ŝtalo & ...
-

Ladprototipo kun mallonga livertempo
-
Krampo el neoksidebla ŝtalo kun nigra ...