

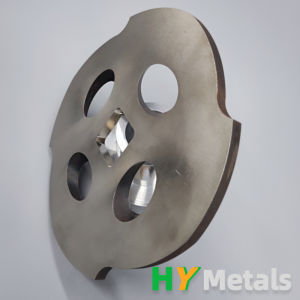
Laŭmendaj precizecaj CNC-maŝinitaj titanaj partoj kun pafturniĝo



Malfacilaĵoj enCNCmaŝinado kaj anodigado de titanaj alojpartoj
CNC-maŝinadode titanaj alojoj prezentas unikan aron da defioj pro la enecaj ecoj de la materialo. Titanio estas konata pro sia alta forto-peza proporcio, korodrezisto kaj biokongruo, igante ĝin populara elekto por aerspacaj, medicinaj kaj aŭtomobilaj aplikoj. Tamen, ĉi tiuj samaj karakterizaĵoj ankaŭ malfaciligas la maŝinadan procezon.
Prilaboraj Defioj
1. Ilo-eluziĝo:Titanaj alojoj estas konataj pro esti abraziaj, kaŭzanterapida ilo-eluziĝoLa alta forto de titanio signifas, ke tranĉiloj devas esti faritaj el progresintaj materialoj kiel karbidoj aŭ ceramikoj por elteni la koncernajn streĉojn. Eĉ kun ĉi tiuj materialoj, la ilvivo povas esti signife pli mallonga ol dum maŝinado de pli molaj metaloj.
2. Varmo:Titanio havas malaltan varmokonduktecon, kio signifas, ke la varmo generita dum prilaborado ne disipiĝas tiel rapide. Tio kaŭzas termikan deformadon de la laborpeco kaj tranĉilo, rezultante en malbona surfaca finpoluro kaj dimensiaj malprecizaĵoj. Efikaj malvarmigaj strategioj, kiel ekzemple la uzo de altpremaj malvarmigaj sistemoj, estas kritikaj por mildigi ĉi tiun problemon.
3. Ĉipa Formado:La maniero kiel titanaj pecetoj formiĝas dum maŝinado ankaŭ povas kaŭzi problemojn. Male al pli molaj metaloj, kiuj produktas kontinuajn pecetojn, titanio tipe produktas mallongajn, fajnajn pecetojn, kiuj povas implikiĝi kun la ilo aŭ laborpeco, plue malfaciligante la maŝinadan procezon.
4. Maŝinado Parametroj:Elekti la ĝustan tranĉrapidon, furaĝrapidon kaj tranĉprofundon estas decida. Parametroj, kiuj estas tro agresemaj, povas konduki al ilo-fiasko, dum agordoj, kiuj estas tro konservativaj, povas rezultigi neefikan maŝinadon kaj plilongigitan produktotempon. Trovi la plej bonan ekvilibron postulas ampleksan sperton kaj testadon.
5. Tenado de Laborpeco:Titanio havas malaltan modulon de elasteco, kio signifas, ke ĝi deformiĝos sub premo, kio malfaciligas la tenadon de la laborpeco. Specialaj fiksiloj kaj fiksaj metodoj ofte necesas por certigi, ke la partoj restas stabilaj dum maŝinado, kio povas aldoni kompleksecon kaj koston al la procezo.
Anodiga Defio
PostCNCmaŝinado estas kompleta, anodigo de la titana alojo plue malfaciligas la fabrikadprocezon.Anodigadoestas elektrokemia procezo kiu plibonigas korodreziston kaj provizas belan finpoluron. Tamen, anodigo de titanio venas kun siaj propraj malfacilaĵoj.
1. Surfaca Preparo:La surfaco de titanio devas esti zorge preparita antaŭ anodigo. Ĉiuj ajn poluaĵoj, kiel oleo aŭ prilaboraj restaĵoj, povas kaŭzi malbonan adheron de la anodizita tavolo. Tio ofte postulas pliajn purigajn procezojn, kiel ekzemple ultrasonan purigadon aŭ kemian gravuradon, kio pliigas la produktadotempon kaj koston.
2. Kontrolo de la anodiga procezo:La anodiga procezo de titanio estas sentema al diversaj parametroj, inkluzive de tensio, temperaturo kaj elektrolita konsisto. Atingi unuforman anodizitan tavolon postulas precizan kontrolon de ĉi tiuj variabloj. Varioj povas rezultigi malkonsekvencan koloron kaj dikecon, kio estas neakceptebla en altprecizaj aplikoj.
3. Kolora Konsistenco:Anodigita titanio povas produkti gamon da koloroj depende de la dikeco de la anodigita tavolo. Tamen, atingi koheran koloron trans pluraj partoj povas esti malfacila pro varioj en surfaca finpoluro kaj dikeco. Ĉi tiu faktkonflikto povas esti problema por aplikoj kie estetika homogeneco estas kritika.
4. Post-anodiga traktado:Post anodigo, pliaj traktadoj povas esti necesaj por plibonigi la rendimenton de la anodizita tavolo. Tiuj povas inkluzivi sigelajn procezojn, kiuj povas plue malfaciligi la laborfluon kaj plilongigi la produktadotempon.
Konklude
CNC-maŝinado kaj posta anodigado de titanaj alojoj estas kompleksaj procezoj, kiuj postulas specialan scion, ekipaĵon kaj teknologion. Maŝinad-rilataj defioj, kiel ekzemple ilo-eluziĝo, varmogenerado kaj ĉizformado, kune kun la kompleksecoj de anodigado, emfazas la bezonon de zorgema planado kaj efektivigo. Ĉar la postulo je alt-efikecaj titanaj komponantoj daŭre kreskas tra industrioj, superi ĉi tiujn malfacilaĵojn estas esenca por fabrikantoj celantaj plenumi striktajn kvalito- kaj efikecnormojn.
HY Metals estas spertulo pri CNC-maŝinado kun pli ol 14-jara sperto, ni maŝinis multajn titanajn partojn kun alta precizeco kaj bona kvalito.
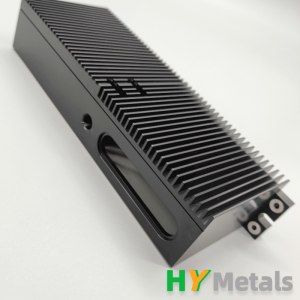
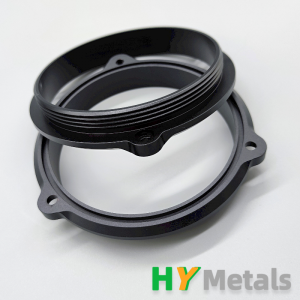
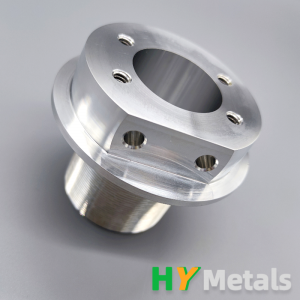
Jen kelkaj novaj alvenoj deCNC-maŝinitaj titanaj partojfarita de HY Metaloj.
HY Metalojproviziunu-haltejospecialaj fabrikadaj servoj inkluzive deladfabrikado kajCNC-maŝinado, 14 jaroj da spertoj kaj8 plene posedataj instalaĵoj.
BonegaKvalitokontrolo,mallongaturniĝo,bonegakomunikado.
Sendu vian peton de oferto kundetalaj desegnaĵojhodiaŭ. Ni ofertos por vi kiel eble plej baldaŭ.
WeChat:na09260838
Diru:+86 15815874097
Retpoŝto:susanx@hymetalproducts.com
-
CNC-Maŝinado de 17-7 PH Neoksidebla Ŝtalo: Plej Bona ...
-
Prototipo de Varmega Disradiilo por Propra CNC-Maŝinado...
-

Laŭmendaj Altprecizaj CNC-Turnitaj Partoj Turnantaj ...
-

Personigitaj CNC-maŝinitaj aluminiopartoj kun san...
-

Altprecizaj CNC-maŝinadservoj PEEK-maŝino...
-
Altprecizeca CNC-tornita aluminio-parto kun sa ...
-
Altprecizaj CNC-tornantaj partoj kun maŝinprilaboritaj ...
-
Altprecizaj laŭmendaj CNC-muelantaj aluminiaj partoj